Select Your Country/Region
Current Region:
![]() Global (EN)
Global (EN)
Current Region:
![]() Global (EN)
Global (EN)
How can we help you?

New Elec50 Launch
CompAir launches new high-efficiency Elec50 electric-driven compressor with up to 50 per cent energy savings

Best-in-class Flow Rate. Best-in-class Economy.
New FourCore Units in Compressor Range

Compressed Air Treatment - Six Reasons to Choose CompAir
Six new and exciting products have been added to our stable – energy-efficient and low-environmental impact products to enhance our customers’ experiences, and their bottom-line.

More process reliability for production in healthcare company
Heat recovery systems for a sustainable future
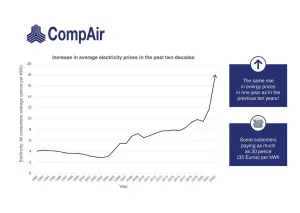
Rising electricity bills, Carbon reduction, Sustainability.

Cost of Postponed Maintenance
New Compressor Cost of Ownership

New DX Series Air Compressor Launch

New Assure service agreements
CompAir details the importance of sustainable compressed air
 Afghanistan(EN)
Afghanistan(EN)